Electron Beam Metal 3D Printer
JAM-5200EBM

Electron Beam Quality
一Ensuring Build to Build Consistency for serial production in metal additive manufacturing
Using the electron beam control technology from the world's highest performance electron microscope and electron beam lithography system for semiconductor manufacturing, JEOL has developed an advanced electron beam powder bed fusion 3D printer that can produce high-density and strength parts with a high-power and fast electron beam. JEOL’s Electron Beam Metal 3D Printer produces parts that meet regulated industry standards and requirements, allowing for manufacturers to scale their production demands.
Features
01. Hot process
Preheating using electron beam to eliminate distortion and cracking
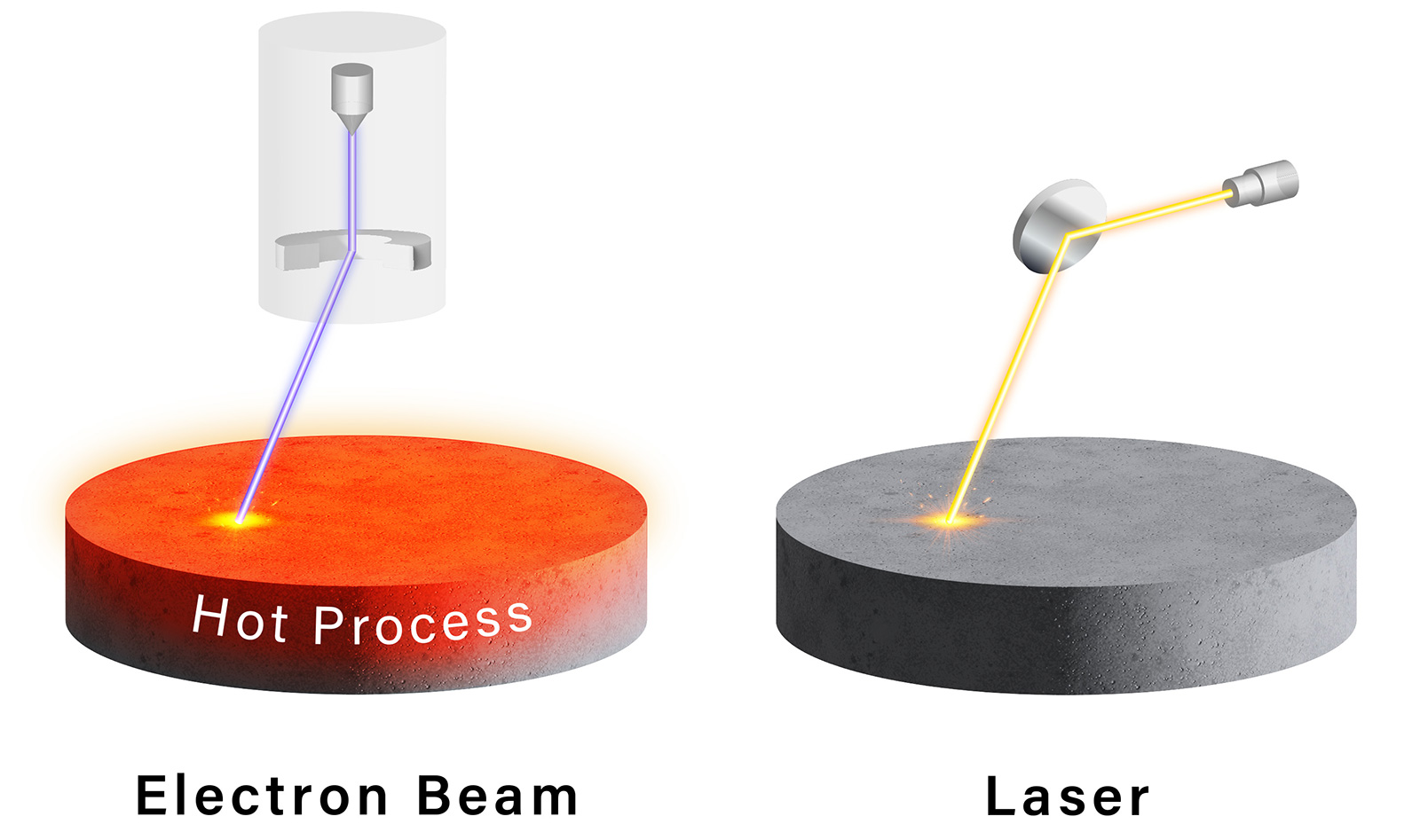
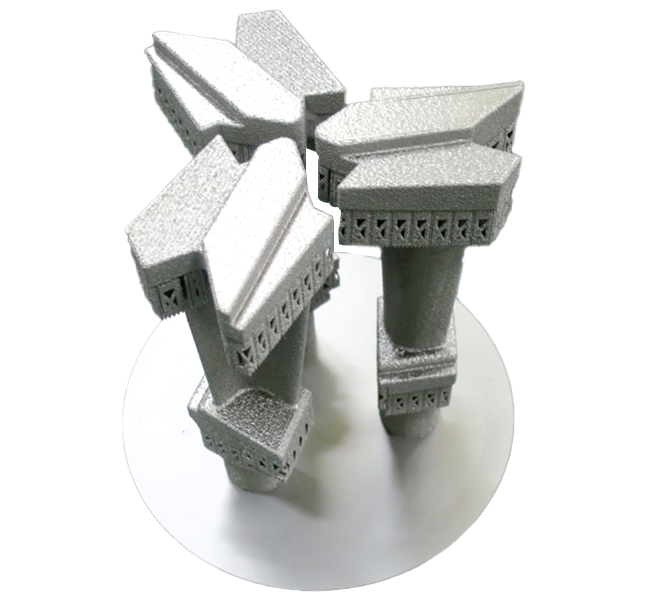
Electron beam additive manufacturing reduces the sudden temperature change of a build due to preheating using an electron beam (hot process). Therefore, the parts will have little residual stress, resulting in reducing distortion and cracks. On the other hand, laser additive manufacturing tends to accumulate residual stress by repeated heating and rapid cooling, resulting in deformation and cracks of the build depending on the material and shape.
Laser additive manufacturing requires strong supporting material to avoid such deformation and cracks. Electron beam additive manufacturing can reduce the supporting material since the surrounding powders are lightly bonded to each other to support the build, which is an advantage.
Moreover, while the laser method needs to alleviate the stress inside the build through a heating processing after manufacturing, the electron beam method does not require such post-processing.
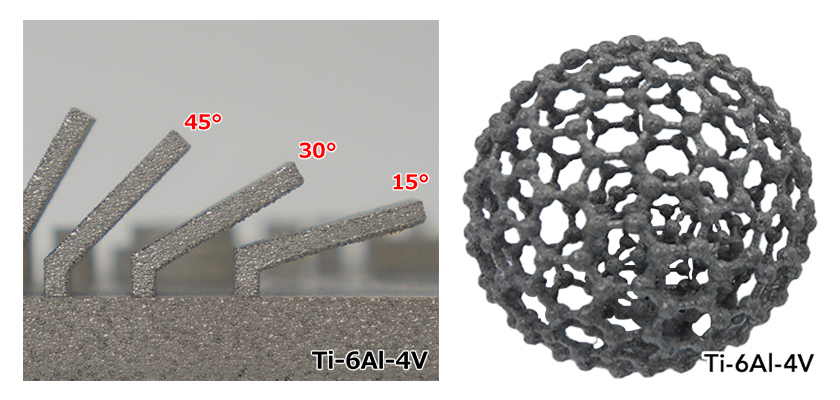
Manufacturing low angle overhang section and
curved section without supports
02. High vacuum environment
Prevents oxidation and reduces potential impurities
High purity maintained by high vacuum environment
Electron beam additive manufacturing performs manufacturing under a high vacuum. Therefore, oxidation of the build and inclusion of impurities can be reduced.
On the other hand, laser additive manufacturing performs manufacturing in an inactive gas environment (atmospheric pressure). In some cases, oxygen and water may remain. Therefore, attention is needed for active metals such as titanium alloy, etc.
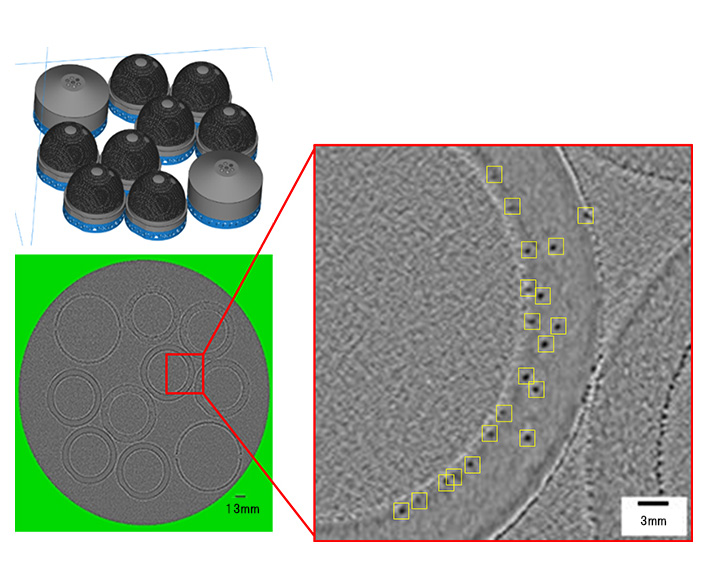
03. Backscattered electron monitoring
Real Time In situ Process Monitoring for Defect Detection
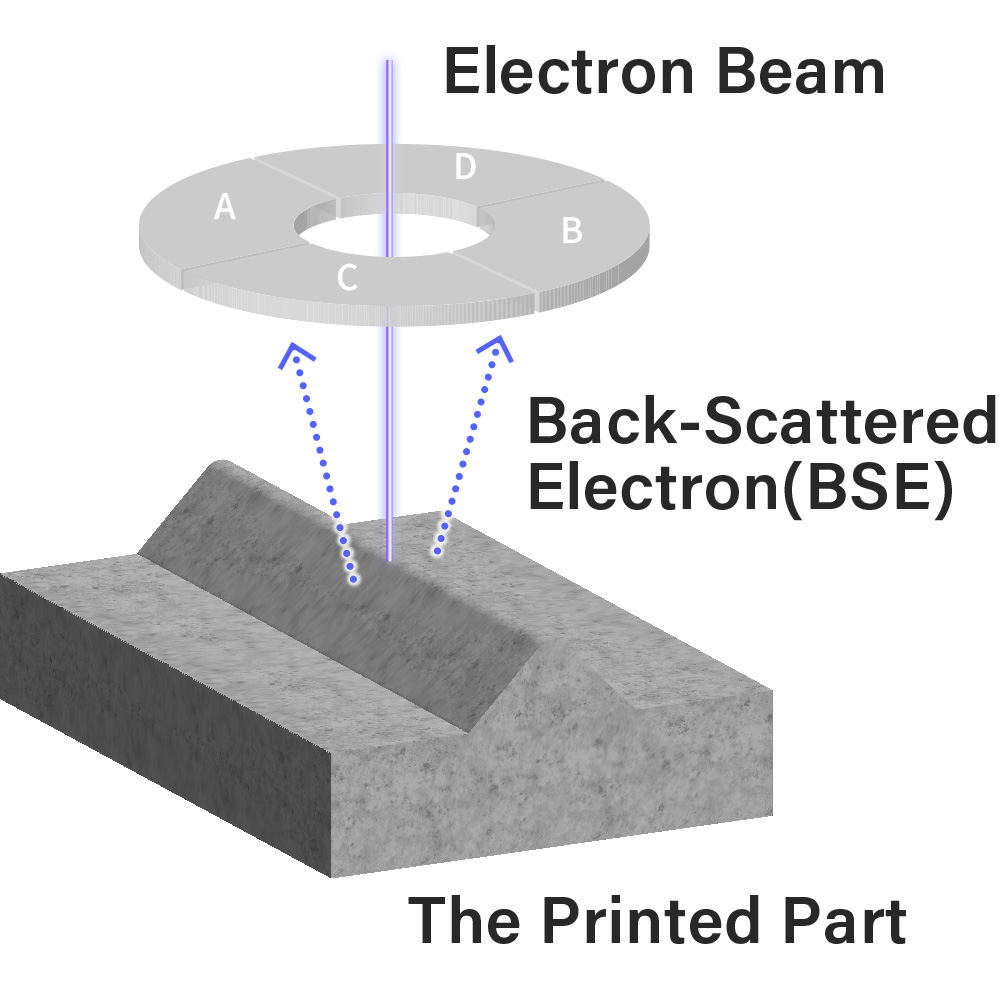
BSE image monitoring function
Using our technology as an electron microscope manufacturer, we have developed a BSE (back-scattered electron) image monitoring function. This technology allows for the observation of surface morphology and defects layer by layer by capturing BSEs emitted from an electron beam. It enables visualization of print quality by using electron microscope technology which is difficult with laser additive manufacturing and other methods.
Defect detection during the process
The benefit of the BSE image monitoring function is its real-time detection of defects in the build. Unlike X-ray CT, an additional testing step is not required after building, improving the quality control efficiency. This function acquires a BSE image by irradiating electron beams on the melted surfaces after the melting step. It is aimed at automatic detection of internal defects and deformation of parts built, based on the cross sectional image.
In-situ process monitoring during manufacturing makes it possible to confirm the build quality in real- time.
In the future, the detection accuracy will be improved for various materials. And by melting the build containing defects found during manufacturing again, realization of a build with almost no defects can be expected.
Specifications
| Building method | Powder bed fusion |
|---|---|
| Building range | Up to Φ250 mm × 400 mm (H) ※ |
| Electron beam power | 6 kW |
| Process | Hot process |
| Powder bed surface heating | Maximum 900°C (standard specification) Maximum 1200°C (high temperature specification) |
| Cathode life | 1500h or longer ※ |
| Powder particle diameter (standard) | Approx. 45 - 105 μm |
| Layer thickness | 50 μm / 75 μm |
| Powder dispersal prevention unit | e-Shield incorporated |
| Powder bed surface temperature control | Available |
| Electron beam correction | Automatic (Focus, Astigmatism, Position distortion) |
| Chamber pressure (during melting) | 1×10-2 Pa or lower ※ |
※ During 3D printing of Ti-6Al
External dimensions
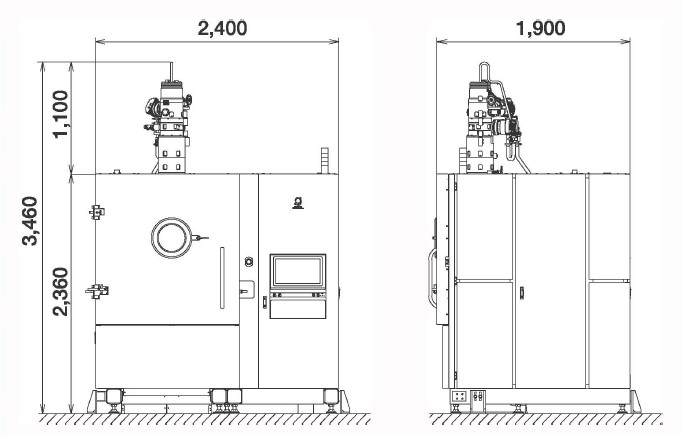
Unit : mm
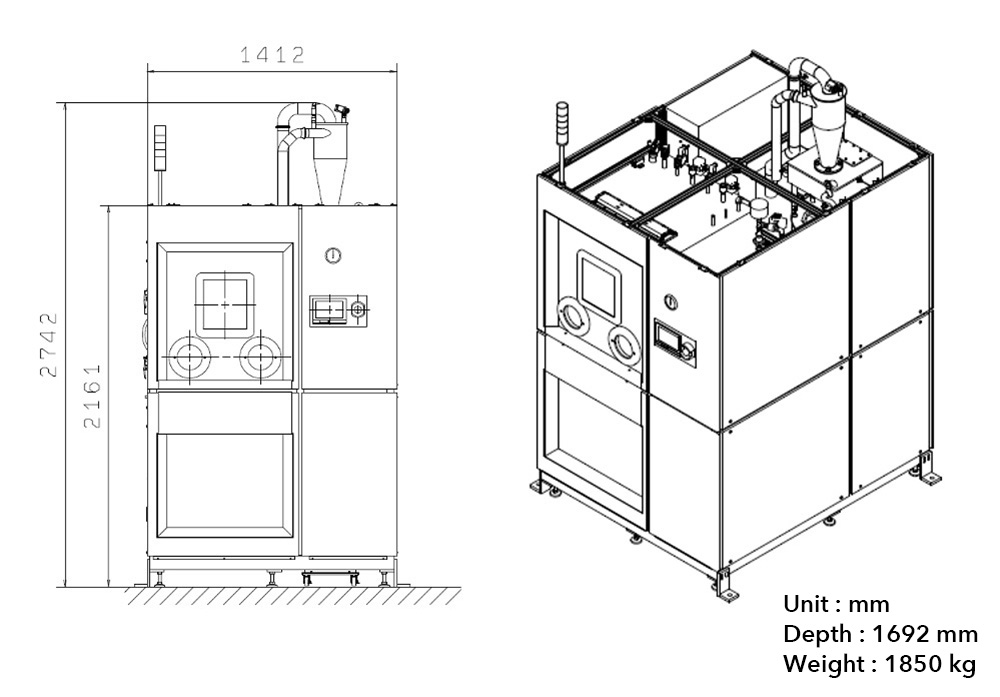
Option
AM-22010PRS Metal Powder Recovery System
A blasting device to remove lightly sintered powder surrounding the build after completion of manufacturing. Metal powders collected through blasting are reused for manufacturing.
AM-22010PRS specification is for a nitrogen atmosphere for reactive materials such as titanium alloy, etc.
Catalogue Download

JAM-5200EBM_Product Catalog
This is the product catalogue for the electron‑beam metal 3D printer "JAM‑5200EBM". It compiles the features, specifications, and manufacturing process into one volume.
Tungsten 3D Printing on the JAM-5200EBM
━ Advantages of Tungsten Processing on Electron Beam Metal 3D Printers
This technical document explores the potential applications, challenges, and future prospects of EB-PBF technology in manufacturing tungsten components.
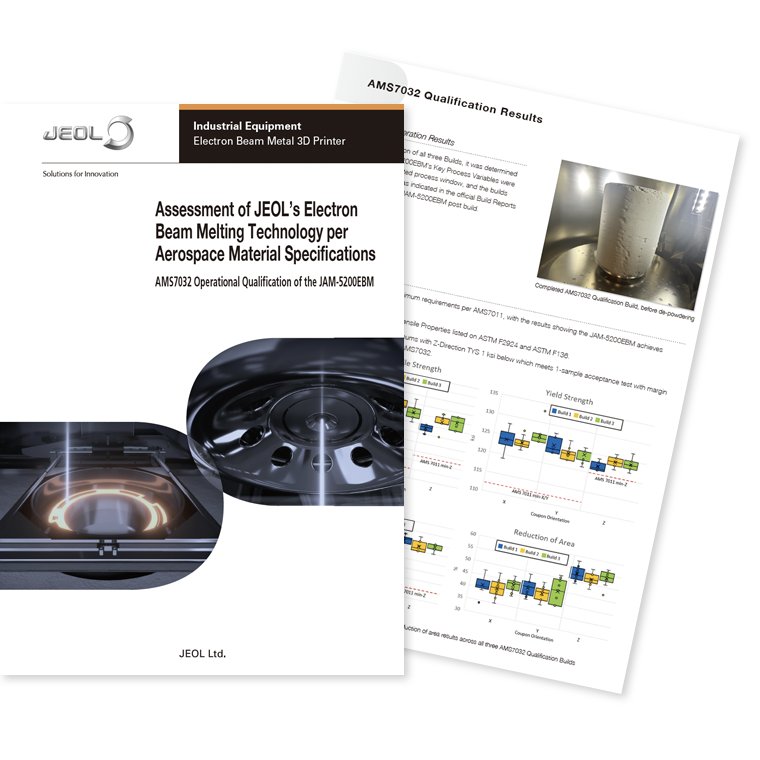
Assessment of JEOL’s Electron Beam Melting Technology per Aerospace Material Specifications
━ AMS7032 Operational Qualification of the JAM-5200EBM
The JAM‑5200EBM is AMS7032‑certified, establishing a highly reliable manufacturing process for aerospace materials.
Gallery
Titanium Alloy (Ti-6Al-4V)

Low-pressure Turbine Blades for Jet Engine
(Height: 400 nm)

Generator Turbine Blade
(Height 180 mm)

Gearbox
(Height 250 mm)
Artificial Hip Joint Cup

Artificial Knee Joint (Femoral component)
Printing Titanium Alloys with Metal 3D Printer|Explanation of the Difference and Utilization of Laser/Electron Beam
In this column, we will explain the basic knowledge of titanium alloy 3D printing, the difference between LB-PBF and EB-PBF, and examples of utilization in an easy-to-understand manner.
Pure Copper
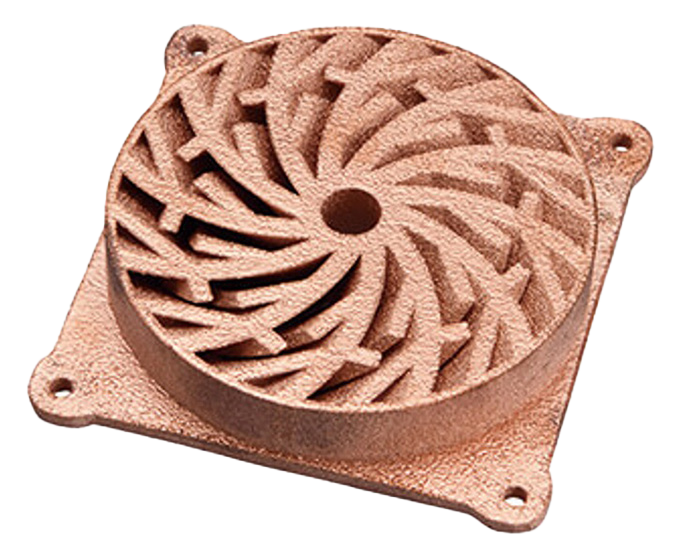
Heatsink
(100 mm)
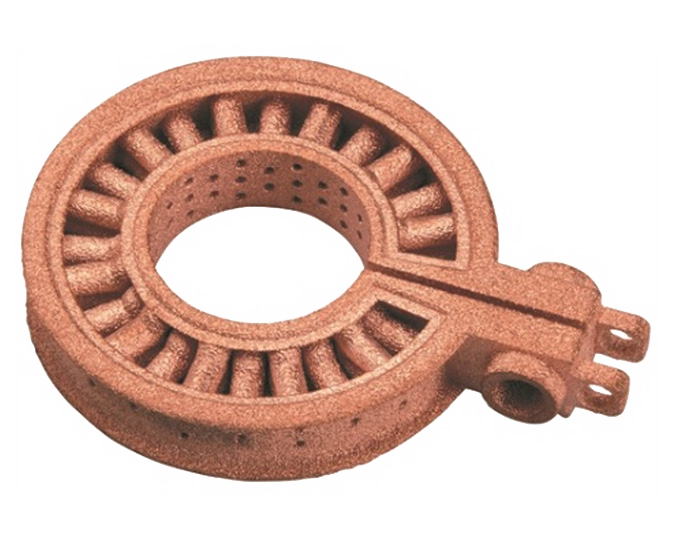
High-Frequency Heating (Hardening) Coil
Provided by NDK Inc.
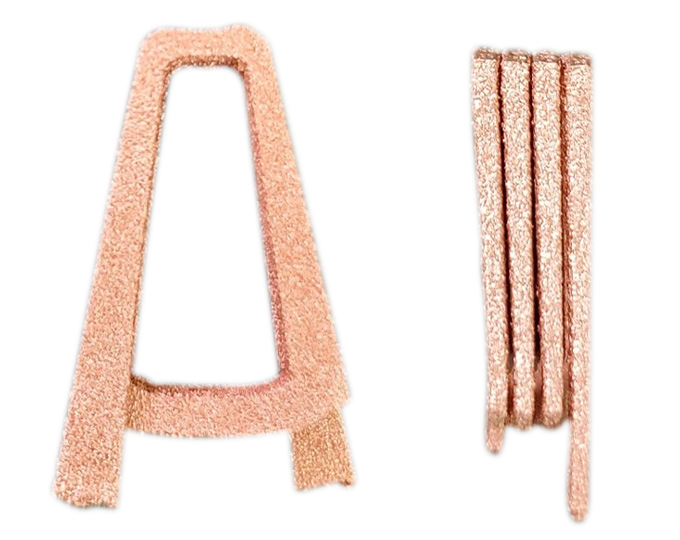
Coil for Small Motors
Provided by Denso Corporation

3D Printing of Copper: Technical Challenges and Solutions
By using 3D printers for additive manufacturing of copper, it is now possible to produce complex shapes that were not achievable with traditional processing methods, which has recently attracted significant attention.
This column provides an easy-to understand explanation on manufacturing of copper using 3D printers.
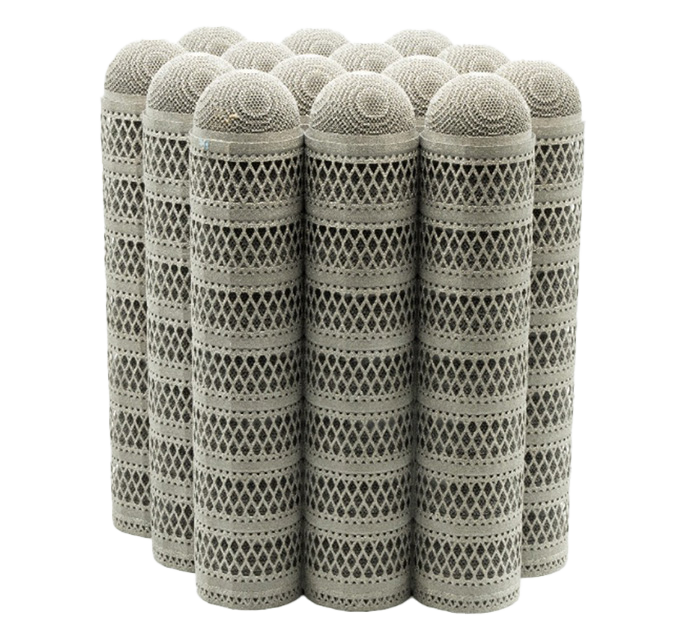
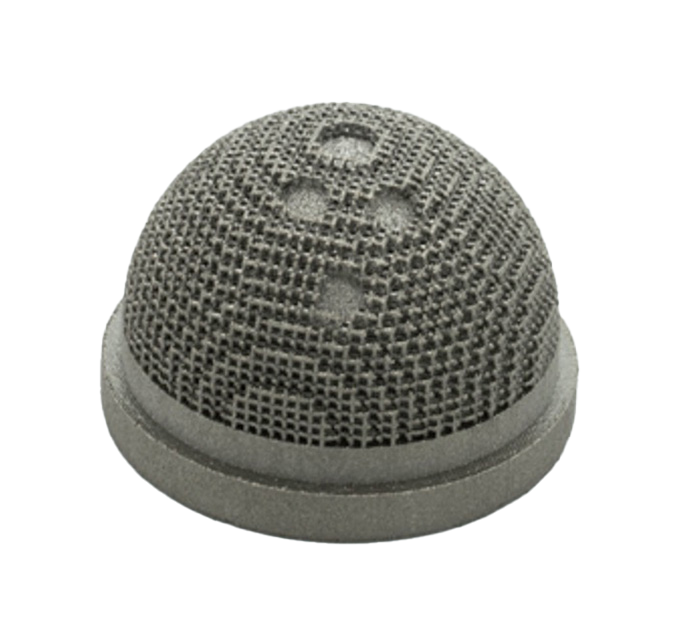
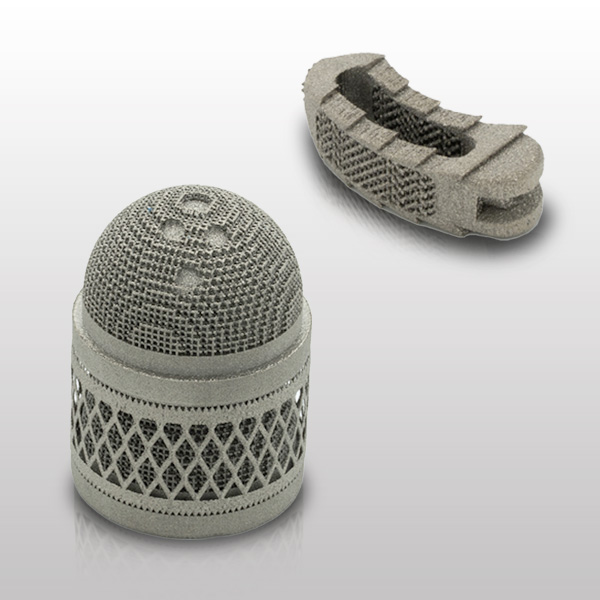
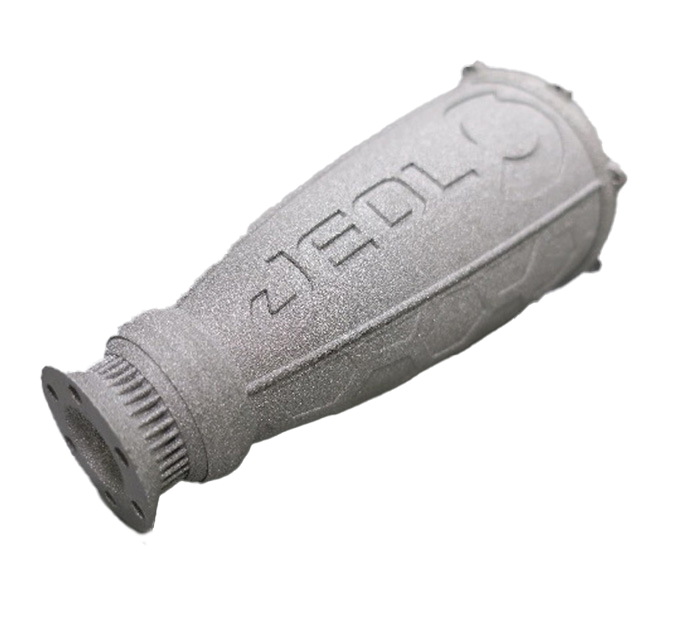
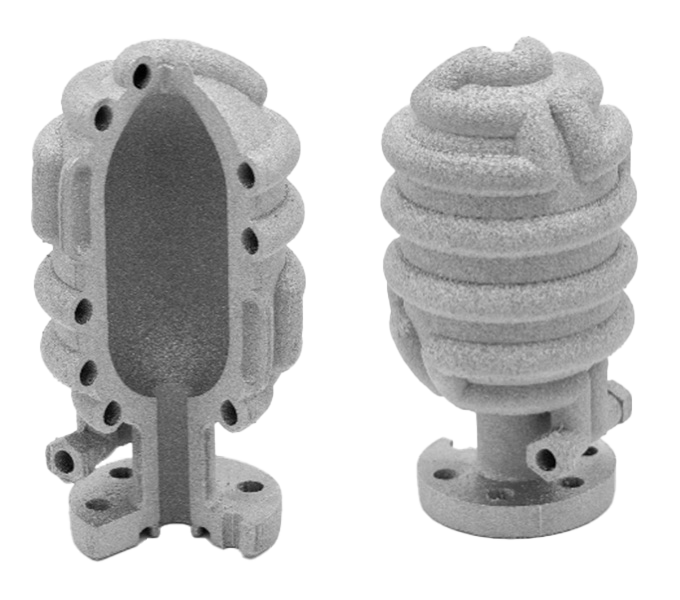
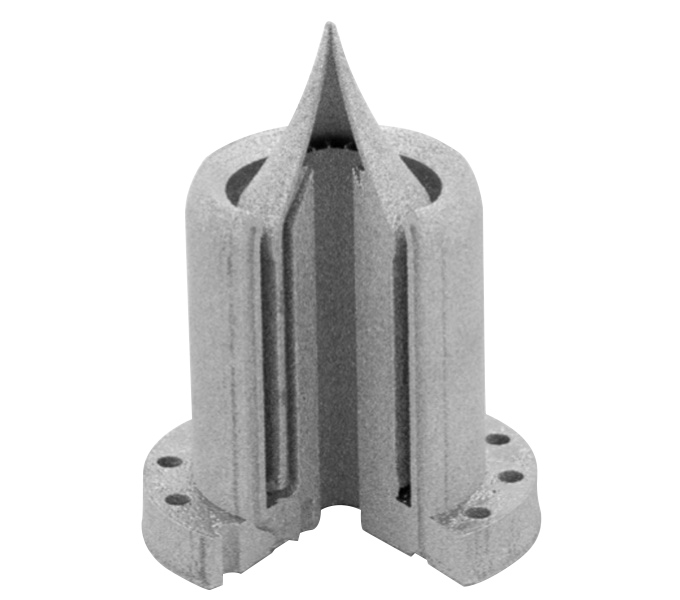
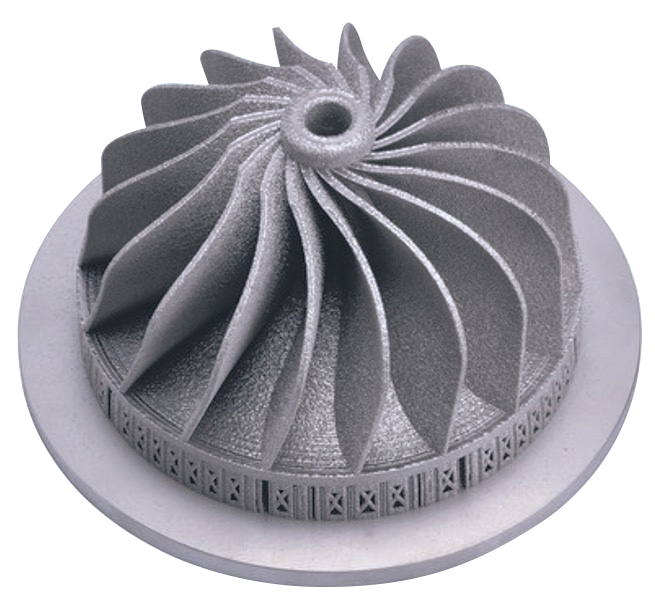
Pure Tungsten
Φ65 mm × 55 mm (H)
Φ70 mm × 130 mm (H)
Φ65 mm × 123 mm (H)
Φ67 mm × 90.5 mm (H)
Ni-based Alloy 718
Impeller
(Φ170 mm)

Closed Impeller
(Φ100 mm)
Generator Turbine Blade
(Height 180 mm)
More Info
NDK Inc. ~Metal 3D Printer supporting advancement of induction hardening technology
NDK Inc. has a long proven history in the field of induction hardening technology and is aiming for further advancement by adopting metal additive manufacturing technology. In this interview, we asked NDK in detail about how NDK introduced the metal 3D printer, its future perspective, and its expectations for JEOL Ltd.

The JAM-5200EBM Development Trajectory - The future of electron beam metal 3D printers
This report introduces the development background, difficulties, and the hope and future prospects of the product by interviewing the member of the development team including the project leader of Hironobu Manabe.

JEOL Instrument Basics_Electron Beam Metal 3D Printer
This article provides a clear explanation, from the fundamentals of additive manufacturing to its application in electron beam additive manufacturing.
JAM-5200EBM Introduction Video
Are you a medical professional or personnel engaged in medical care?
No
Please be reminded that these pages are not intended to provide the general public with information about the products.